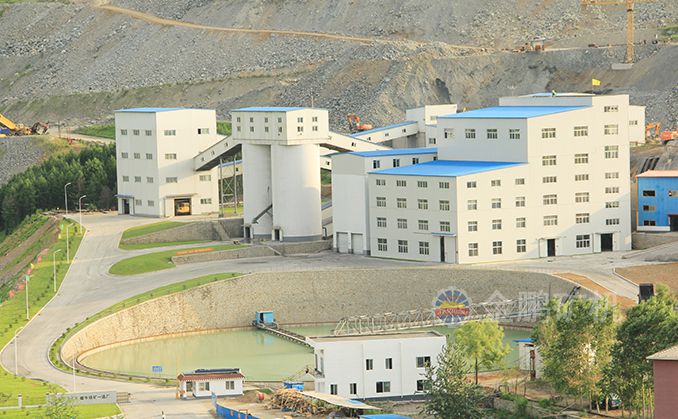
宝林矿业选矿厂浮选流程改造简介
宝林矿业是一家集萤石采选、销售为一体的矿山型企业,日处理原矿量500吨,破碎流程采用两段一闭路工艺,浮选工艺采用两段磨矿分段浮选。

自2014年投产以来,逐步暴漏出原设计存在以下几点问题:
1、工艺流程复杂
a、采用两段浮选,设备数量多(浮选机数量达53台,渣浆泵数量达15台),工艺管线交错纵横,工人操作复杂,设备维护、检修难度大。
b、指标不稳定,尾矿品位高,实际回收率84%,有用矿物流失大,造成资源浪费。
2、电能消耗高
浮选机、渣浆泵数量多,浮选机多数为老式自吸式,电能消耗大,浮选段吨原矿石消耗42.6度,在同行业中属高电能消耗。
3、药剂单耗高
浮选药剂种类达5种,加药点多,工人劳动强度大,吨原矿石消耗药剂成本近70元。
4、精矿倒运成本高
过滤后精矿含水达18%左右,高的时候近20%,每天要从车间运输到精矿堆放场地,增加了运输成本。
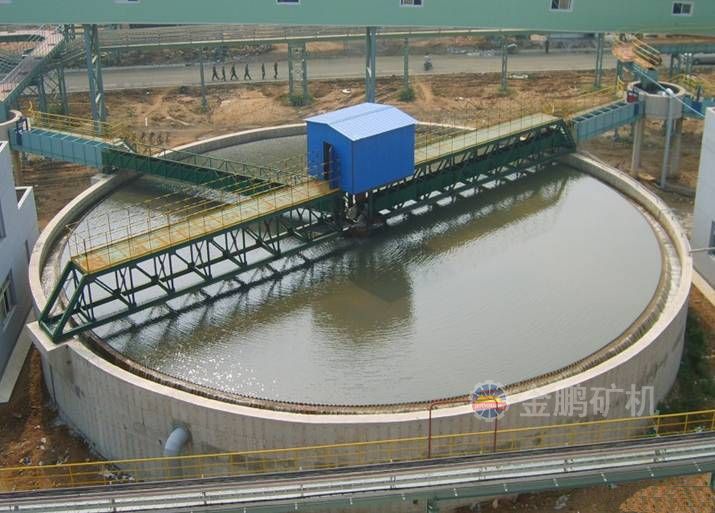
5、尾矿回水情况恶化严重
由于采用碱法浮选,且加药量大,尾矿回水非常浑浊,药剂离子浓度不断增高,已形成恶性循环。

针对以上问题,受宝林矿业委托,烟台东方冶金设计院与金鹏矿业集团联合,对浮选流程进行重新设计、改造。2015年1月份开始改造、到2016年3月1日开始试车成功,解决了以上问题,并且产能提高到日处理原矿量达到750吨。
改造内容如下:
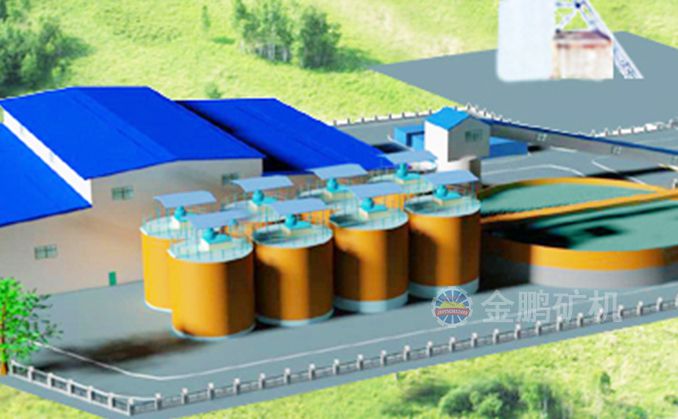
1、采用一段磨矿、浮选,流程简化,操作简便。
2、采用新型节能充气式浮选机,浮选效率高,指标更容易把控。浮选机数量由原来的53台调整到35台,渣浆泵数量降到8台,每吨原矿耗电降低20度。
3、改为弱酸条件下浮选,精矿品位达97以上,杂质含量符合要求。回收率提高了3个百分点。
4、弱酸条件下浮选,尾回水沉淀速度加快,解决了尾回水浑浊问题。
5、药剂成本降低,成本由原来的70元降低到30多元。
6、在精矿堆场附近安装盘式过滤机,精矿水分小于15%;利用选厂地形条件,将精矿自流到过滤机,实现远程放矿自动化控制,成功的解决了精矿粉倒运成本高的问题。

金鹏对每一个项目都严格管理,全程专人跟踪,保证整体流程的顺畅性,设计院跟踪工程设计,精准定位工艺及其所需产品,不仅保证技术,并为降低客户成本而选择最配的工艺。同时,金鹏对所有产品均实行严格的全过程质量管理,在同行业中率先通过了IS9001:2008国际质量认证。数台大型数控自动割、数控自动焊、5米数控大立车、数控车床、并拥有山东最长的大型15米车床,保证设备的加工精度和优良的外观质量。
公司生产的各种破碎、球磨、筛分、分级、浮选、浓密、黄金氰化冶炼设备,畅销全国各地,并远销加拿大、澳大利亚、斐济、德国、俄罗斯、苏丹、土耳其、津巴布韦、坦桑尼亚、肯尼亚、赞比亚、摩洛哥、智利、洪都拉斯、尼日利亚、厄立特里亚、玻利维亚、厄瓜多尔、秘鲁、阿尔巴尼亚、危地马拉、伊朗、缅甸、蒙古、朝鲜、越南、柬埔寨、巴西、罗马尼亚、老挝、马来西亚、菲律宾、印度尼西亚、塔吉克斯坦、吉尔吉斯斯坦、印度、刚果、亚美尼亚、加纳等四十多个国家。
金鹏对每一个项目都严格管理,全程专人跟踪,保证整体流程的顺畅性,设计院跟踪工程设计,精准定位工艺及其所需产品,不仅保证技术,并为降低客户成本而选择最配的工艺。
金鹏做的每一个项目,都给客户带去了最佳的效益。得到客户的一致好评!客户给金鹏介绍更多的项目,因为他们很是认准金鹏!
今年萤石矿的价格非常的理想,所以不要在等待!如等待一个月就让你损失几百万的甚至上千万的利润!
你百度十遍,不如咨询我们专家一遍,让你更多了解你的萤石矿的具体情况!尽快干起来!

 English
English Español
Español