

(1)以提高自动化程度,减轻劳动强度,解决人工操作不可靠不稳定不精准的问题为目的,使一线操作人员由手工操作为主, 变为巡视检查为主,减少一线人员配置,降低人力成本,提高生产效率和生产质量。实现选矿全流程无人值守,重要设备只保留适当巡检人员。
(2)控制方案设计先进、合理、适用,选用的仪表能可靠、稳定运行;对主要生产流程的调整控制要有利于稳定工艺生产过程,对流程运行设备进行切换时,能实现“无扰动切换”。
(3)工业视频监控系统能满足生产管理需要,为生产管理提供一个方便快捷清晰的显示管理平台,为中央控制室和远程中控制现场设备提供了一个远程可视的条件。
(4)仪表选型必须适合选矿厂的工况条件;要求稳定、耐用。在线检测分析仪器及矿浆调节阀等应选择技术成熟、在国内选矿厂有广泛成功应用的产品。
(5)实用性原则,整个系统以实用为目的,用最少的钱解决最主要的问题

破碎筛分控制系统实现的功能:
1、流程设备正常的顺序启停操作控制及无扰动切换,对设备状态进行监控与保护处理;
2、中、细碎缓冲矿仓料位检测与预警、联锁(雷达物料计);
3、胶带输送机电流检测、打滑、跑偏检测与自动连锁控制;
4、破碎、筛分设备运行状态及保护的监控,所有电机过负荷保护自动联锁停车;
5、根据中间仓料位控制粗碎给矿机给矿量;中碎、细碎圆锥破碎机挤满给矿控制,根据破碎机进料口料位自动控制给矿量,实现挤满给矿,充分发挥设备潜能。

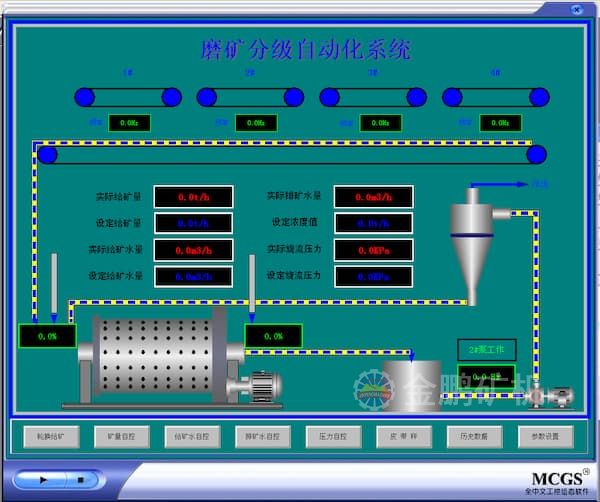
磨矿分级控制实现的功能:
1、给矿机自动轮换给矿
2、球磨机给矿量闭路控制
3、给矿水闭路控制
4、排矿水闭路控制
5、旋流压力闭路控制
6、泵池液位闭路控制

浮选控制实现的功能:
1、搅拌桶、浮选机及辅助设备的运行状态监视与控制;
2、浮选槽液位检测与自动控制;
3、鼓风机恒定风压自动控制;
4、浮选机充气量自动控制;
5、原矿、精矿、尾矿、综合尾矿自动取样;
药剂添加控制:
自主研发的新型免标定加药机,采用定容加药原理,不用标定即可精确的加药,加药精度高。
浓密机自动放矿控制:
1、浓密机液压提耙自动控制,实时监测爬架驱动油压,自动提耙降耙;
2、恒定流量自动放矿,根据进入浓密机的平均矿量设定放矿流量,实时监测实际放矿流量,通过调节放矿泵的转速实现恒定流量放矿,为后续浸出、浮选及过滤作业提供稳定的条件,彻底避免浓密机压耙子事故的发生,解决因放矿流量波动造成生产指标恶化的问题
泵池液位控制:
选厂流程中矿浆泵较多,渣浆泵全速运转一是费电,二是严重的汽蚀作用加速叶轮和泵套的磨损。
1、在泵池上安装超声波液位计,渣浆泵配变频器,实现泵池液位恒定控制。
2、在泵池上安装专用机械浮球阀,通过控制回流循环量实现恒定液位。
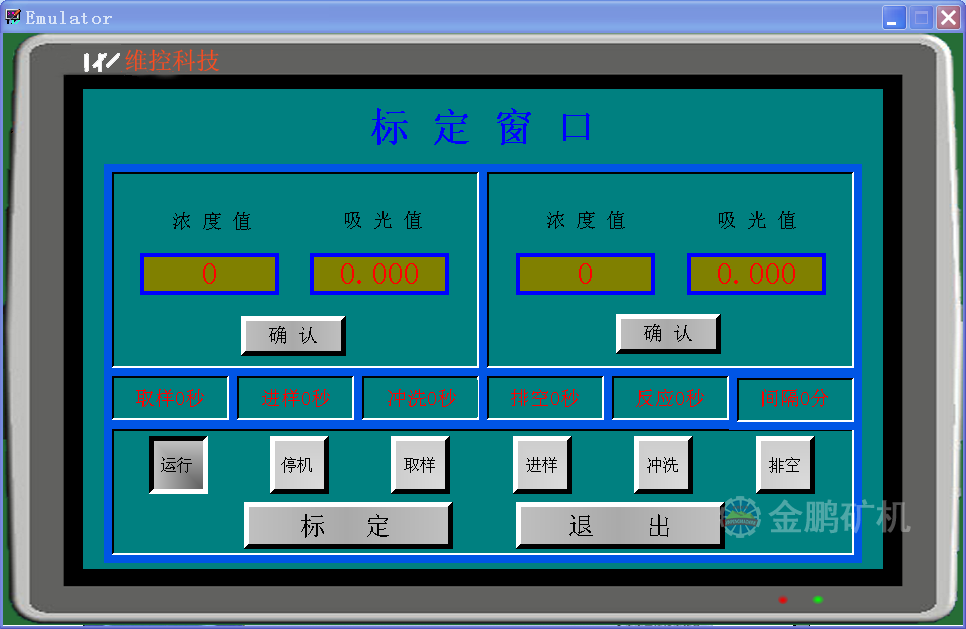
氰化钠浓度自动检测和自动加药系统:

全自动解吸电解系统:

尾矿充填自动化:


 English
English Español
Español